Website đang trong quá trình cập nhật
Vui lòng nhập mật khẩu để truy cập
Quyền truy cập sẽ được lưu trong 48 giờ
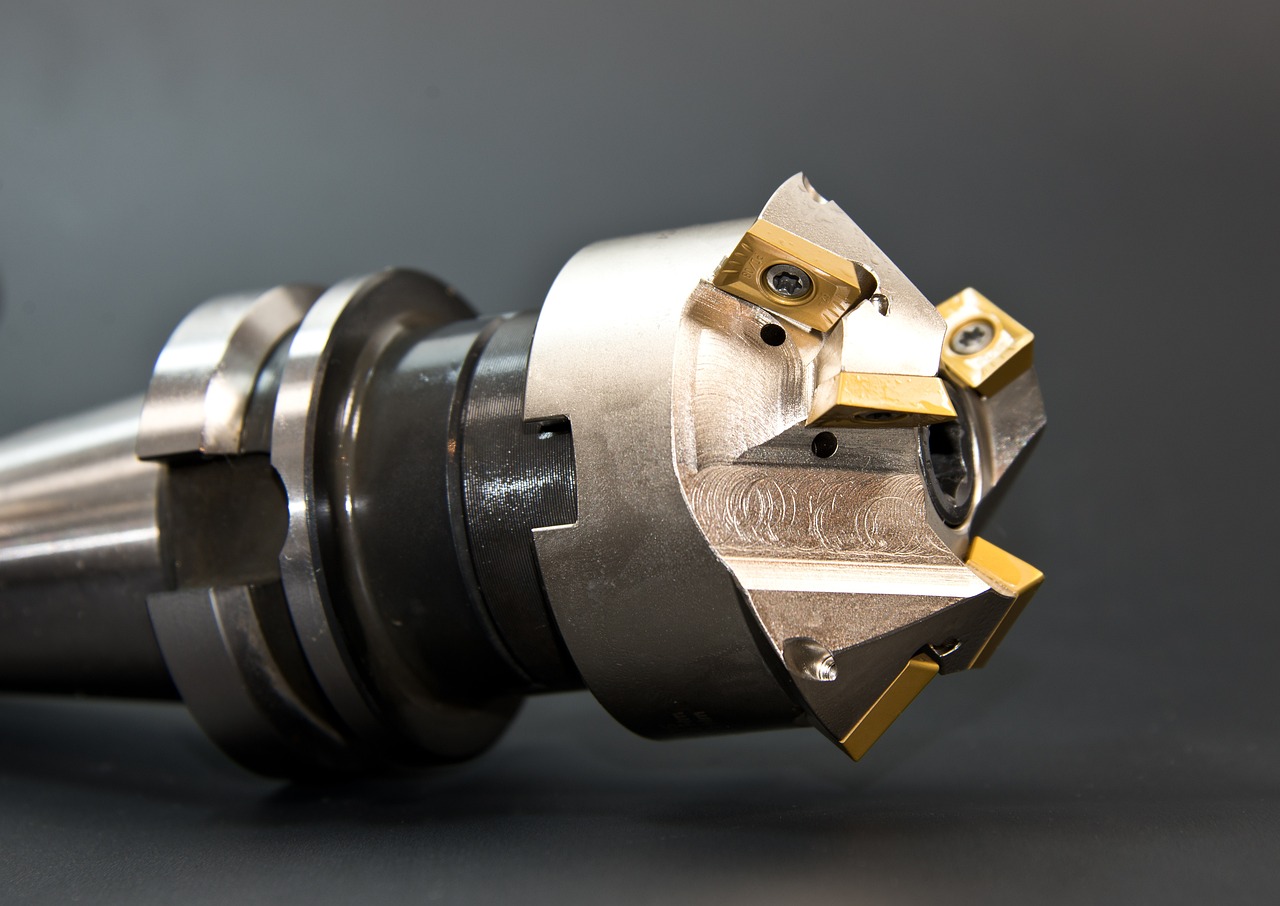


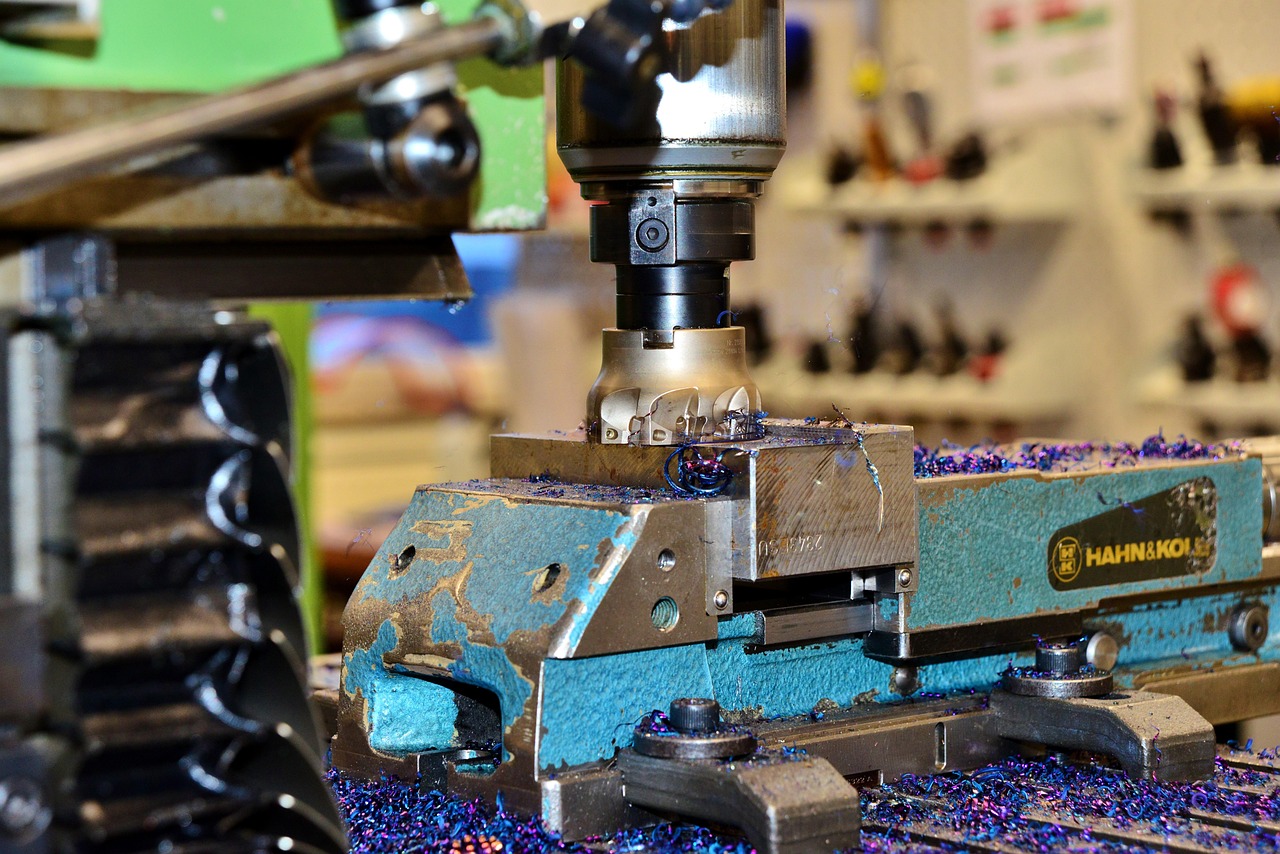
This project demonstrates advanced high-speed CNC machining optimization techniques for aluminum aerospace components. Through systematic analysis and optimization of cutting parameters, tool paths, and machining strategies, we achieved a 35% reduction in cycle time while improving surface finish quality and extending tool life by 45%.
| Parameter | Value | Notes |
|---|---|---|
| Material | Aluminum 7075-T6 | High-strength aerospace grade |
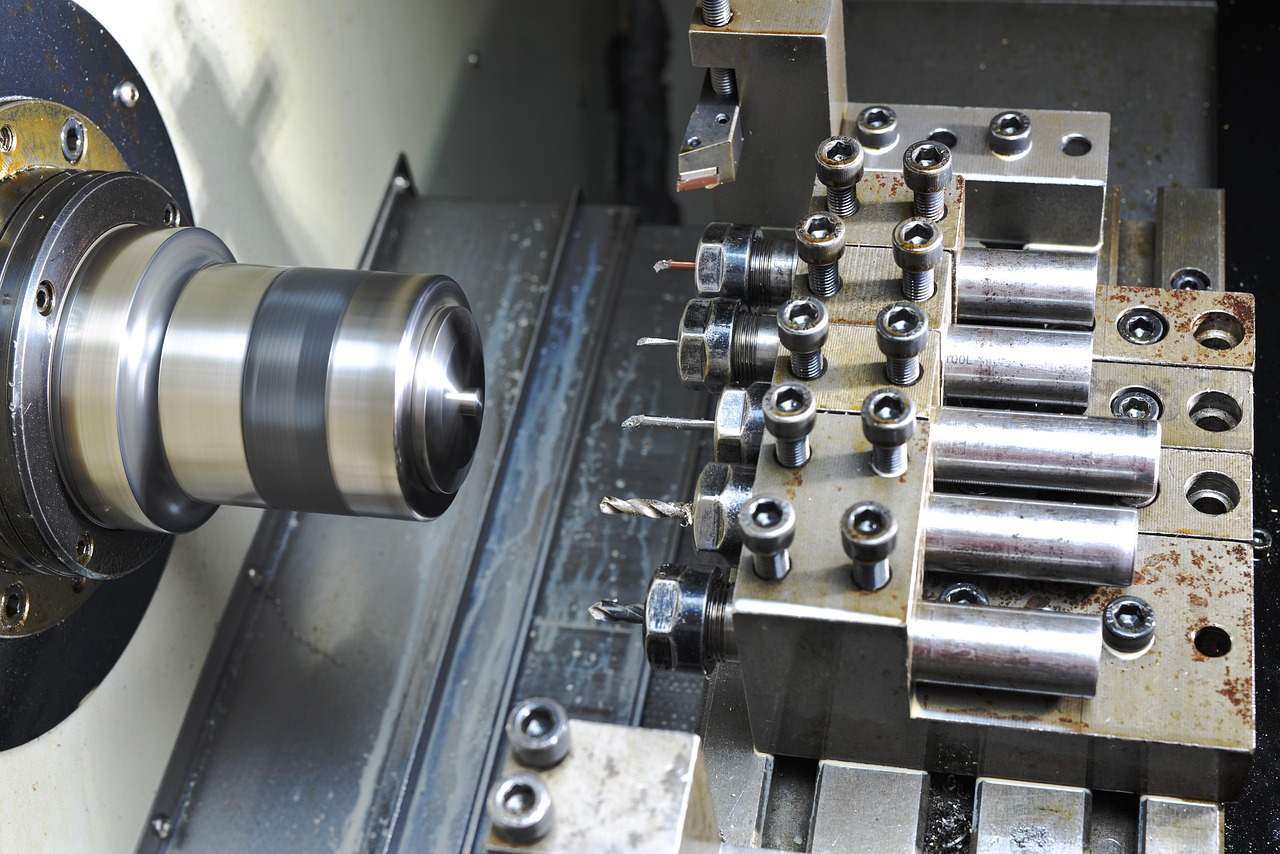
| Machine | 5-axis CNC | Hermle C42U |
| Spindle Speed | 18,000 RPM | HSK-63A interface |
| Feed Rate | 8,000 mm/min | Optimized for Al 7075 |
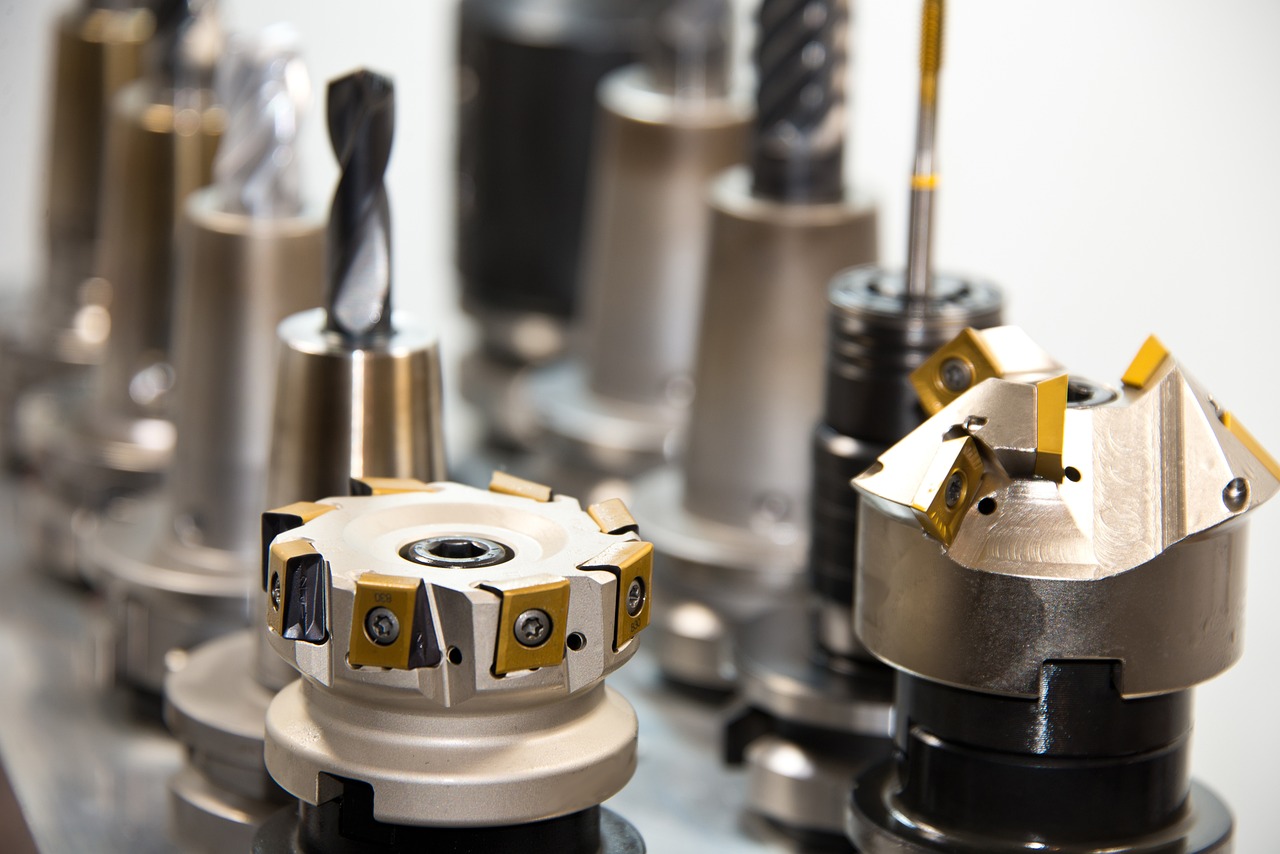
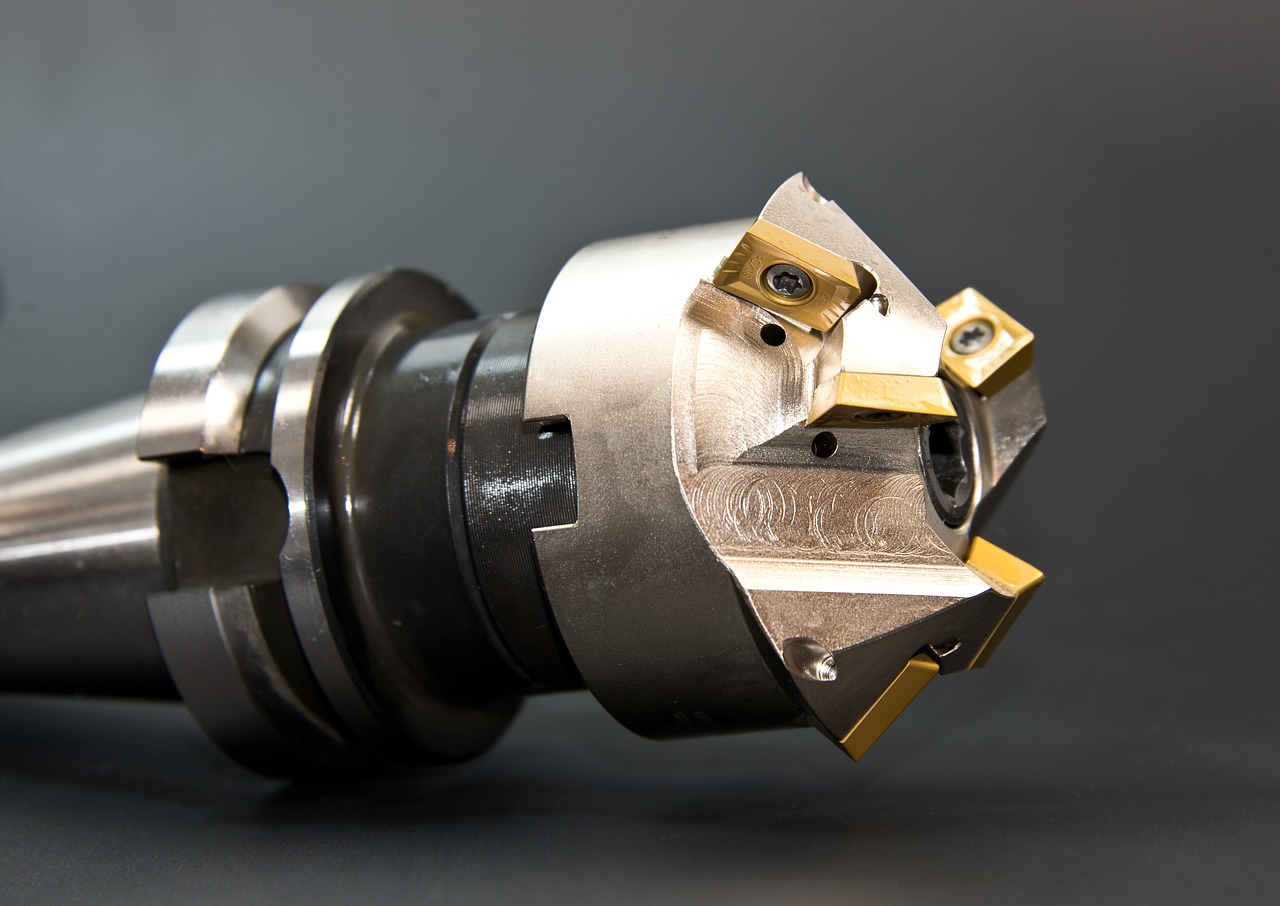
| Cutting Tools | Carbide end mills | TiAlN coated |
| Coolant | Flood + MQL | Hybrid cooling system |
| Surface Finish | Ra 0.8 μm | Measured with profilometer |
| Tolerance | ±0.01 mm | Critical dimensions |
Implemented advanced tool path strategies to minimize air cutting time and optimize material removal rate:
Systematic testing and analysis to determine optimal cutting parameters:
Chip Load Calculation:
fz = Vf / (n × z)
where:
- fz = chip load per tooth (mm/tooth)
- Vf = feed rate (mm/min)
- n = spindle speed (RPM)
- z = number of flutes
Optimized Parameters:
- Chip load: 0.15 mm/tooth
- Radial depth: 0.3 × D (trochoidal)
- Axial depth: 1.5 × D (slotting)
| Operation | Tool Type | Diameter | Coating | Life (parts) |
|---|---|---|---|---|
| Roughing | 4-flute end mill | 20 mm | TiAlN | 120 |
| Semi-finishing | 5-flute end mill | 12 mm | AlTiN | 150 |
| Finishing | 6-flute ball nose | 10 mm | Diamond | 200 |
| Slotting | 3-flute slot drill | 8 mm | TiAlN | 80 |
Comparison between baseline and optimized processes:
| Process Step | Baseline (min) | Optimized (min) | Improvement |
|---|---|---|---|
| Roughing | 45 | 28 | -38% |
| Semi-finishing | 22 | 15 | -32% |
| Finishing | 18 | 14 | -22% |
| Total Cycle Time | 85 | 57 | -35% |
Aluminum 7075-T6 plate stock, stress-relieved and pre-machined to rough dimensions. Material verification through hardness testing (HRB 87).
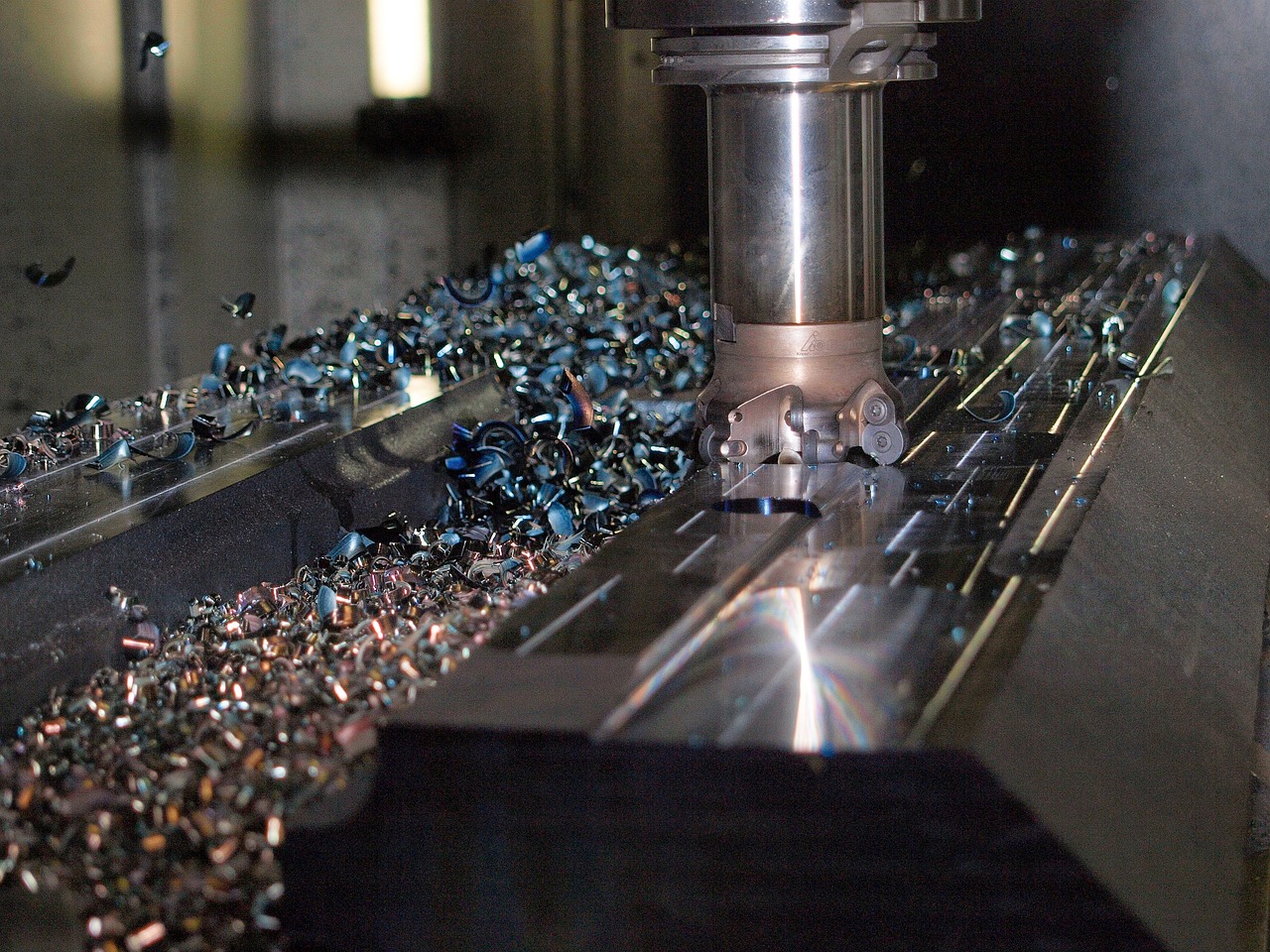
Adaptive clearing with 20mm carbide end mill. Dynamic tool engagement maintains consistent chip load, reducing cutting forces and vibration.
Parameters:
- Spindle: 12,000 RPM
- Feed: 6,000 mm/min
- DOC: 2.0 mm
- Stepover: 30% (adaptive)
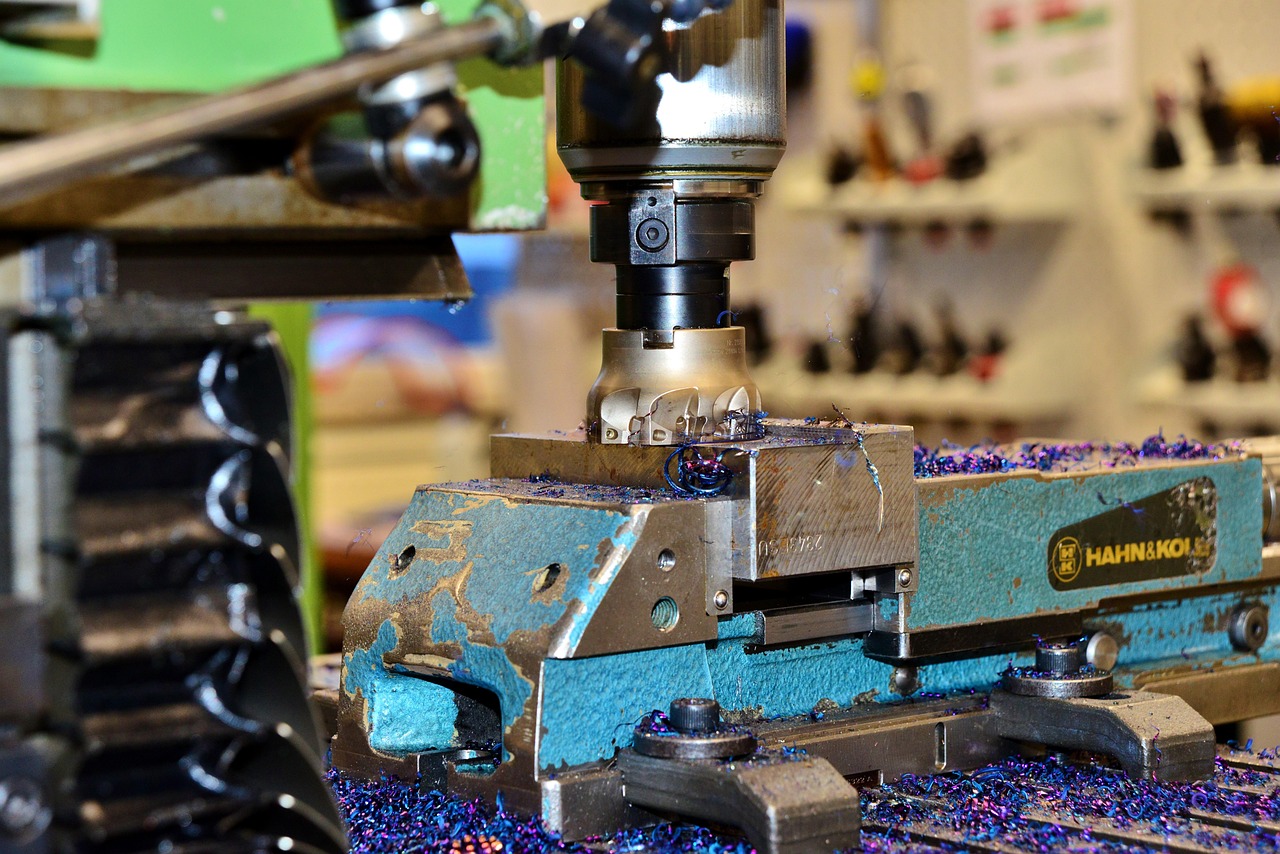
Trochoidal milling strategy for efficient material removal with reduced tool wear. Constant engagement angle ensures uniform cutting forces.
High-speed contouring with ball nose end mill. Optimized for surface quality and dimensional accuracy. Climb milling for superior finish.
Complete NC program verification using Vericut software. Detected and corrected potential collisions, gouges, and inefficient tool paths before actual machining.
MATLAB-based cutting force prediction model validated against actual measurements. Force data used to optimize parameters and prevent tool deflection.
| Factor | Before | After | Savings |
|---|---|---|---|
| Cycle Time | 85 min | 57 min | 28 min/part |
| Tool Cost | $45/part | $28/part | $17/part |
| Labor Cost | $120/part | $80/part | $40/part |
| Total Savings | $57/part | ||
For a production run of 500 parts: $28,500 total savings
This project successfully demonstrated that systematic optimization of high-speed CNC machining parameters can yield significant improvements in productivity and cost-effectiveness. The 35% reduction in cycle time, combined with improved quality and tool life, validates the importance of data-driven process optimization in modern manufacturing.

Project Overview This project showcases precision fiber laser cutting technology for automotive sheet metal fabrication. Thr...
Robot Hàn Tự Động MIG/MAG: Thiết Kế Workcell & Tối Ưu Chất Lượng Hàn Dự án này giới thiệu quá trình thiết kế và triển khai hệ thống robot hàn tự động...
Electric Vehicle Suspension Testing: Multi-Axis Dynamic Test Rig Design & Validation This showcase presents a comprehensive suspension testing system...
Injection Mold Design & Manufacturing: Automotive Dashboard Component This showcase presents a comprehensive injection mold design project for an auto...

Hệ Thống Tản Nhiệt Trục Chính CNC: Thiết Kế & Tối Ưu Hóa Cho Máy Phay 5 Trục Dự án này trình bày quá trình thiết kế và tối ưu hóa hệ thống tản nhiệt c...