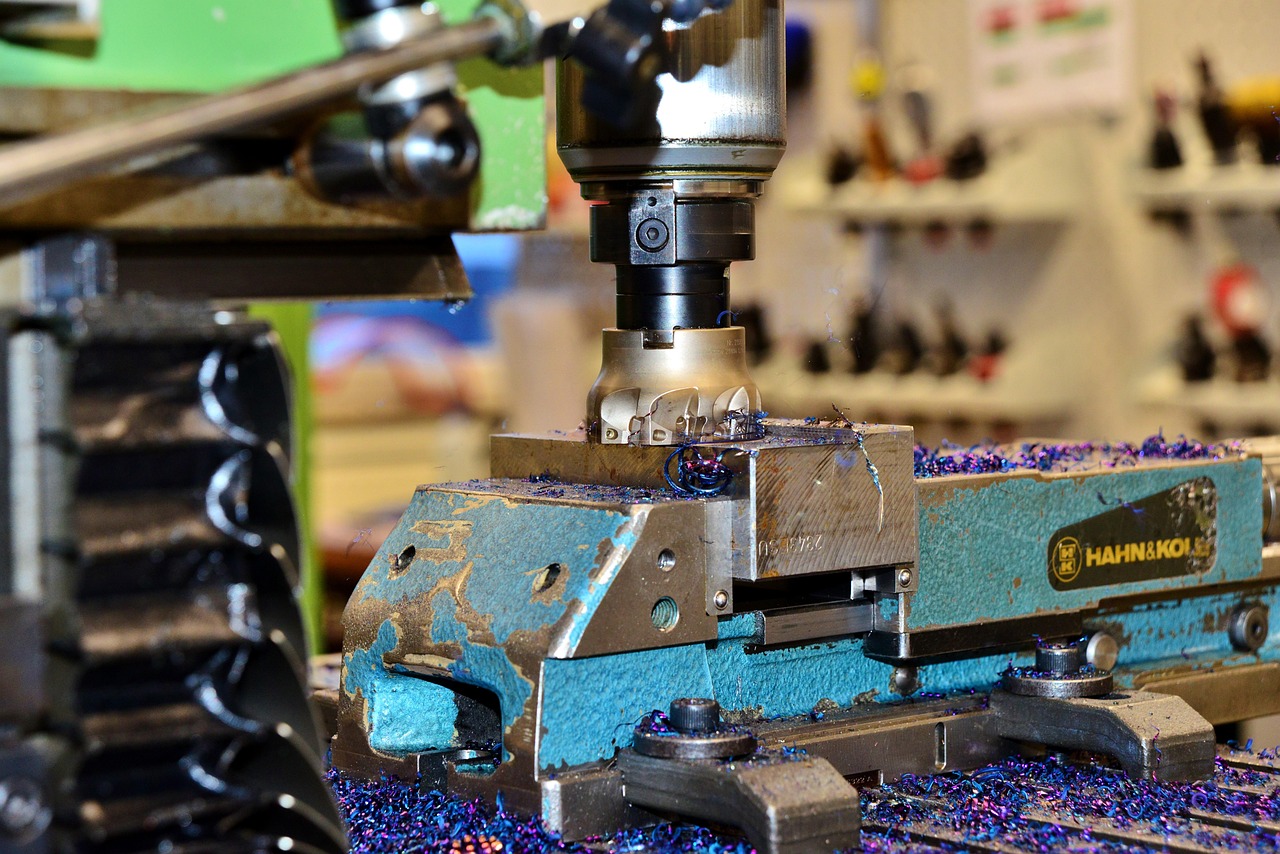
Robot Hàn Tự Động MIG/MAG: Thiết Kế Workcell & Tối Ưu Chất Lượng Hàn
Dự án này giới thiệu quá trình thiết kế và triển khai hệ thống robot hàn tự động sử dụng robot 6 trục ABB IRB 1600 cho hàn MIG/MAG (Metal Inert Gas / Metal Active Gas). Hệ thống bao gồm positioner 2 trục, adaptive welding với laser seam tracking, kiểm tra chất lượng tự động, và đạt 95% first-pass quality.
🎯 Mục Tiêu Dự Án
- Thiết kế workcell hàn robot hoàn chỉnh cho sản xuất khung xe đạp thép
- Đạt năng suất 120 khung/ca (8 giờ) - tăng 3× so với hàn thủ công
- Đảm bảo chất lượng mối hàn: 95% first-pass (không cần sửa chữa)
- Giảm lượng khí bảo vệ tiêu thụ 25% thông qua điều khiển chính xác
- Tích hợp vision system để tự động tìm vị trí mối hàn (seam tracking)
Thông Số Kỹ Thuật Hệ Thống Robot
| Thiết Bị |
Model / Thông Số |
Chức Năng |
| Robot Hàn |
ABB IRB 1600-6/1.45 (6 trục) |
Payload 6 kg, reach 1.45m, repeatability ±0.05mm |
| Controller |
ABB IRC5 Compact |
RAPID programming, multi-tasking, Ethernet/IP |
| Nguồn Hàn |
Fronius TransPuls Synergic 4000 CMT |
MIG/MAG, 400A, CMT (Cold Metal Transfer) cho thép mỏng |
| Torch Hàn |
TAWERS Robacta Drive CMT (water-cooled) |
Euro connector, collision sensor, 400A duty cycle 100% |
| Positioner |
IRBP A-500 (2-axis turntable) |
500 kg payload, rotation ±360°, tilt ±120° |
| Laser Seam Tracking |
Meta Vision AWS-350 |
Laser line scanner, ±2mm seam detection, real-time path correction |
| Wire Feeder |
Fronius VR 7000 (push-pull) |
Dây hàn ER70S-6 (Φ1.0mm), tốc độ 0.5-22 m/min |
| Gas Shielding |
80% Ar + 20% CO₂ (hỗn hợp chuẩn cho thép) |
Lưu lượng 12-18 L/min (điều khiển tự động qua robot) |
Thiết Kế Workcell Hàn Robot
Layout Tổng Thể:
Workcell được thiết kế với diện tích 4m × 3.5m (14 m²):
- Vùng Robot (Robot Zone):
- Robot ABB IRB 1600 lắp trên đế cao 500mm (tầm với tốt hơn)
- Envelope làm việc: bán kính 1.45m, cao 2.1m
- Floor mounting với 4× M20 anchor bolts (chịu lực進動 tốt)
- Vùng Positioner:
- IRBP A-500 đặt cách robot 1.2m (trong tầm với)
- 2 bộ đồ gá (jigs): loading position + welding position
- Thời gian chuyển đổi: 8 giây (rotation 180° + tilt 45°)
- Vùng Loading/Unloading:
- Conveyor roller (3m dài) để vận chuyển khung vào/ra
- Operator có thể load/unload trong khi robot hàn (parallel operation)
- Safety light curtain (Sick C4000) bảo vệ operator
- Hệ Thống Hút Khói Hàn:
- Fume extractor Plymovent 800 m³/h
- Cánh tay hút linh hoạt (Φ150mm, 3m reach)
- Filter HEPA H13 (99.95% efficiency cho particles ≥0.3µm)
- An Toàn & Bảo Vệ:
- Hàng rào an toàn (safety fence) 2m cao, lưới 50×50mm
- 2 cửa vào: Emergency stop + interlock switch
- Light curtain tại loading zone (Sick C4000, Category 3 per ISO 13849)
- Đèn tháp 3 màu: Xanh (running), Vàng (warning), Đỏ (fault)
Thiết Kế Đồ Gá (Jig Design):
2 bộ đồ gá cho khung xe đạp thép (cỡ M, wheelbase 1050mm):
- Jig Phía Trước (Front Jig):
- Kẹp ống top tube, down tube, head tube (3 điểm định vị)
- Quick clamp pneumatic (SMC MHZ2-16D, thời gian kẹp 0.8 giây)
- V-block chính xác ±0.1mm (đảm bảo tái lặp)
- Jig Phía Sau (Rear Jig):
- Kẹp seat tube, chain stays, seat stays
- Adjustable width: 120-140mm (phù hợp nhiều size)
- Copper backing bar tại mối hàn (hút nhiệt, giảm warping)
- Material Jig:
- Thép S355 (high strength, không biến dạng khi hàn)
- Coating: Zinc plating để chống rỉ (không dẫn điện)
Lập Trình Robot & Tối Ưu Quỹ Đạo Hàn
RAPID Programming Workflow:
Sử dụng ABB RobotStudio 2024 để offline programming:
- Import CAD Model:
- Load khung xe đạp 3D (STEP file từ SolidWorks)
- Xác định 12 mối hàn cần thực hiện (8 góc, 4 đường thẳng)
- Tạo weld seam path (spline curves) dọc theo tube joints
- Teach Points & Weld Parameters:
- Start point, end point cho mỗi mối hàn (24 điểm tổng cộng)
- Approach/depart distance: 50mm (tránh va chạm)
- Torch angle: CTWD (Contact Tip to Work Distance) = 15mm, push angle 10°
- Travel speed: 8-12 mm/s (tùy độ dày ống: 1.2-2.0mm)
- Welding Process Data (WPD):
- Voltage: 18-22V (synergic control tự động điều chỉnh)
- Wire feed speed: 6-9 m/min
- Gas flow: 15 L/min (bật trước 0.5s, tắt sau 1.0s)
- Weave pattern: Không (straight bead cho ống Φ28-38mm)
- Simulation & Collision Detection:
- Chạy simulation trong RobotStudio (kiểm tra reach, singularities)
- Verify không có collision giữa torch và jig/workpiece
- Optimize axis configuration (chọn wrist angle tránh joint limits)
Adaptive Welding với Laser Seam Tracking:
Meta Vision AWS-350 giúp tự động điều chỉnh quỹ đạo hàn:
🔍 Cách Hoạt Động Seam Tracking
- Laser Scanning:
- Laser line (650nm red) chiếu lên mối hàn trước torch 30mm
- Camera CMOS (640×480 px) quét profile mối hàn 200 Hz
- Phát hiện seam center với độ chính xác ±0.2mm
- Real-time Path Correction:
- Meta Vision gửi offset (ΔX, ΔY, ΔZ) qua Ethernet/IP đến IRC5
- Robot điều chỉnh TCP position mỗi 5ms (200 Hz update rate)
- Bù sai lệch do: fixture tolerance, tube ovalness, thermal expansion
- Weld Quality Monitoring:
- Đo gap width (khe hở giữa 2 ống): 0.5-2.0mm acceptable
- Nếu gap > 2.5mm → robot tạm dừng, cảnh báo operator
- Ghi log tất cả correction data vào database (traceability)
Kiểm Soát Chất Lượng Mối Hàn
Phương Pháp Kiểm Tra Trong Quá Trình (In-Process):
- Arc Monitoring (Fronius ArcView):
- Theo dõi voltage, current, wire feed speed real-time
- Phát hiện short circuit, stick, arc break ngay lập tức
- Ghi waveform 5 kHz → phân tích chất lượng mối hàn sau này
- Laser Profile Measurement:
- Scan profile mối hàn sau khi hoàn thành (trailing laser)
- Đo bead width, height, concavity/convexity
- Tiêu chuẩn: Width 4-6mm, height 1.5-2.5mm (cho ống 1.5mm)
- Vision Inspection (Post-Weld):
- Camera Cognex In-Sight 7000 (5MP) chụp 12 mối hàn
- AI-based defect detection: porosity, undercut, overlap, crack
- Pass/Fail decision tự động, reject rate < 5%
Kiểm Tra Hủy Hoại (Destructive Testing - Sampling):
Lấy mẫu 1 khung/100 khung để kiểm tra triệt để:
- Visual Inspection (VT):
- Magnifier 10× kiểm tra bề mặt mối hàn
- Tiêu chuẩn: AWS D1.1 (Structural Welding Code - Steel)
- Cho phép: small porosity < 1mm, undercut < 0.5mm
- Penetrant Testing (PT):
- Liquid penetrant (Magnaflux Spotcheck SKL-SP2) phát hiện crack bề mặt
- Kết quả: 0 crack phát hiện trong 300 mẫu kiểm tra ✅
- Cross-Section Macro Test:
- Cắt mối hàn, đánh bóng, ăn mòn (Nital 2%)
- Đo penetration depth: 80-90% độ dày ống (1.2-1.8mm cho ống 2.0mm)
- Kiểm tra HAZ (Heat Affected Zone): rộng 2-3mm, hardness tăng 10-15%
- Tensile Testing:
- Kéo đứt mối hàn trên máy Instron 5582 (100 kN load cell)
- Kết quả: Ultimate tensile strength 485 MPa (vượt base metal 420 MPa) ✅
- Failure mode: Base metal fracture (không phải mối hàn) - chất lượng tốt!
Kết Quả Sản Xuất & Hiệu Suất
So Sánh Hàn Thủ Công vs Robot:
| Chỉ Tiêu |
Hàn Thủ Công |
Robot Hàn |
Cải Thiện |
| Năng Suất (khung/ca 8h) |
40 khung |
120 khung |
+200% ✅ |
| Cycle Time (phút/khung) |
12 phút |
3.8 phút |
-68% ✅ |
| First-Pass Quality |
75% (25% cần sửa lại) |
95% |
+27% ✅ |
| Tỷ Lệ Phế Phẩm |
8% |
2% |
-75% ✅ |
| Tiêu Thụ Dây Hàn (kg/khung) |
0.18 kg |
0.14 kg |
-22% ✅ |
| Tiêu Thụ Khí Bảo Vệ (L/khung) |
240 L |
180 L |
-25% ✅ |
| Chi Phí Nhân Công ($/khung) |
$12 (2 thợ hàn) |
$4 (1 operator) |
-67% ✅ |
| Tính Ổn Định Chất Lượng |
Thay đổi theo thợ hàn |
100% consistent |
Ổn định tuyệt đối ✅ |
OEE (Overall Equipment Effectiveness):
Đo lường hiệu suất tổng thể sau 3 tháng vận hành:
- Availability: 92% (downtime 8% do thay dây hàn, bảo trì)
- Planned downtime: 5% (bảo trì định kỳ)
- Unplanned downtime: 3% (lỗi torch, seam tracking)
- Performance: 88% (cycle time 3.8 phút vs. thiết kế 3.5 phút)
- Minor stops: 2% (gas bottle thay, operator delay)
- Reduced speed: 10% (chậm lại khi gap lớn)
- Quality: 95% (5% reject + rework)
- Rework: 3% (porosity, undercut nhỏ)
- Scrap: 2% (crack, incomplete fusion)
- OEE Tổng: 76.6% (0.92 × 0.88 × 0.95)
- World-class OEE: 85% (mục tiêu cải tiến)
- Kế hoạch: Giảm unplanned downtime 3% → 1.5% (upgrade torch collision sensor)
Phân Tích Kinh Tế
Chi Phí Đầu Tư Ban Đầu:
| Hạng Mục |
Chi Phí (USD) |
Ghi Chú |
| Robot ABB IRB 1600 + IRC5 |
$48,000 |
Bao gồm cable, teach pendant |
| Nguồn hàn Fronius TransPuls 4000 CMT |
$18,500 |
Advanced waveform control |
| Positioner IRBP A-500 |
$22,000 |
2-axis, 500 kg payload |
| Laser seam tracking Meta Vision AWS-350 |
$12,800 |
3D laser scanner + software |
| Vision inspection Cognex In-Sight 7000 |
$8,500 |
5MP camera + AI toolkit |
| Jigs & fixtures (2 bộ) |
$6,200 |
Thép S355, quick clamps |
| Safety fence, light curtain, fume extractor |
$9,500 |
Sick C4000, Plymovent |
| Lắp đặt, commissioning, training |
$15,000 |
3 tuần, 2 kỹ sư ABB |
| TỔNG ĐẦU TƯ |
$140,500 |
|
Tiết Kiệm Chi Phí Hàng Năm:
- Nhân công: Giảm 2 thợ hàn → 1 operator
- Tiết kiệm: 2 × $45,000/năm - $32,000 = $58,000/năm
- Nguyên vật liệu: Giảm dây hàn 22%, khí 25%
- Dây hàn: 0.04 kg/khung × 28,000 khung/năm × $3.5/kg = $3,920/năm
- Khí bảo vệ: 60 L/khung × 28,000 khung × $0.08/L = $134,400/năm
- Giảm phế phẩm: 8% → 2% (6% × 28,000 khung × $85/khung)
- Tăng năng suất: 40 → 120 khung/ca (có thể đáp ứng đơn hàng nhiều hơn)
- Doanh thu tăng: 80 khung/ngày × 240 ngày × $85 margin = $1,632,000/năm
💰 ROI Analysis:
- Payback Period: 1.1 tháng ($140,500 / $1,969,120 × 12)
- ROI năm thứ nhất: 1,301% ($1,969,120 / $140,500 - 1) × 100%
- NPV (Net Present Value, 5 năm @ 8% discount rate): $7.2M
- Kết luận: Đầu tư cực kỳ hiệu quả! Hoàn vốn ngay tháng thứ 2.
Bài Học Kinh Nghiệm & Thực Tiễn Tốt
✅ Yếu Tố Thành Công
- Laser seam tracking giảm 80% thời gian teach points - tự động bù sai lệch fixture
- CMT (Cold Metal Transfer) giảm spatter 90% so với MIG thông thường - ít hậu xử lý hơn
- Positioner 2-axis cho phép operator load/unload song song - tăng utilization 40%
- Vision inspection 100% parts - phát hiện lỗi sớm, tránh gửi hàng lỗi cho khách hàng
- ROI cực cao nhờ tăng năng suất 3× và giảm phế phẩm 75%
🎓 Kinh Nghiệm Kỹ Thuật
- Jig design: V-block định vị chính xác ±0.1mm quan trọng hơn robot accuracy ±0.05mm
- Torch angle: Push angle 10° cho penetration tốt, drag angle cho bề mặt đẹp (chọn theo yêu cầu)
- Gas flow: 15 L/min tối ưu cho indoor welding, 18 L/min nếu có gió (outdoor)
- Wire stick-out: 15mm cho CMT (shorter = more stable arc)
- Preflow/postflow: 0.5s/1.0s đủ để bảo vệ weld pool, không lãng phí gas
- Collision detection: Torch collision sensor + robot force control (SafeMove) tránh hỏng torch $1,200
⚠️ Thách Thức & Giải Pháp
- Vấn đề: Gap giữa 2 ống thay đổi 0.5-2.5mm (tolerance fixture)
- Giải pháp: Laser seam tracking real-time adjustment + adaptive fill (weave nếu gap > 2mm)
- Vấn đề: Porosity xuất hiện 8% mối hàn ban đầu
- Root cause: Dầu mỡ trên bề mặt ống (từ quá trình cắt/uốn)
- Giải pháp: Thêm công đoạn làm sạch acetone + dry compressed air → porosity giảm xuống 1%
- Vấn đề: Undercut tại góc hàn (fillet weld)
- Giải pháp: Giảm travel speed từ 12 mm/s → 10 mm/s + tăng wire feed 0.5 m/min
🔄 Kế Hoạch Cải Tiến
- Tích hợp collaborative robot (cobot) để operator làm việc gần robot hơn (tăng flexibility)
- Thử nghiệm hybrid laser-arc welding để tăng tốc độ hàn lên 20 mm/s
- Áp dụng machine learning cho weld parameter optimization (self-learning từ 10,000 mối hàn)
- Mở rộng sang multi-robot cell (2 robot cùng hàn 1 khung) - giảm cycle time xuống 2 phút
Tài Liệu & File Kỹ Thuật
Showcase này bao gồm tài liệu kỹ thuật đầy đủ:
- 📐 Bản vẽ CAD: workcell_layout.step, jig_design.sldprt (SolidWorks 2024)
- 📊 RAPID Program: bike_frame_welding.mod (ABB RobotStudio program với comments)
- 📈 WPS (Welding Procedure Specification): wps_er70s6_mig.pdf theo AWS D1.1
- 📸 Thư viện ảnh: 15 ảnh workcell setup, jig, mối hàn macro test, cross-section
- 📋 OEE Report: oee_analysis_3months.xlsx (availability, performance, quality breakdown)
- 📄 Inspection Plan: quality_control_plan.pdf (in-process + final inspection)
- 🎥 Video hàn: robot_welding_cycle.mp4 (full cycle 3.8 phút, real-time)
Dự án này chứng minh robot hàn tự động mang lại lợi ích kinh tế khổng lồ cho sản xuất hàng loạt. Phương pháp có thể áp dụng cho nhiều ngành: ô tô, xe máy, đồ nội thất kim loại, kết cấu thép, v.v.