Giới thiệu về vấn đề
Chào các bác, em đang làm việc với một dự án gia công chi tiết nhôm 6061-T6 trên máy phay CNC 3 trục. Yêu cầu về độ chính xác khá cao và cần tối ưu thời gian gia công để đáp ứng sản lượng.
Thông số chi tiết gia công
- Vật liệu: Nhôm 6061-T6 (HB 95)
- Kích thước phôi: 200 x 150 x 50mm
- Dung sai yêu cầu: ±0.02mm
- Độ nhám bề mặt: Ra 1.6 µm
- Số lượng: 500 chi tiết/tháng
Thách thức gặp phải
Hiện tại em đang gặp một số vấn đề trong quá trình gia công:
- Độ nhám bề mặt không đạt - Ra đo được khoảng 3.2 µm (vượt quá yêu cầu)
- Rung động khi gia công thô - Gây ảnh hưởng đến tuổi thọ dao và chất lượng bề mặt
- Thời gian gia công quá dài - Trung bình 45 phút/chi tiết, cần giảm xuống 30 phút
- Dính nhôm lên dao phay - Đặc biệt ở gia công tinh với tốc độ thấp
Thông số gia công hiện tại
Gia công thô:
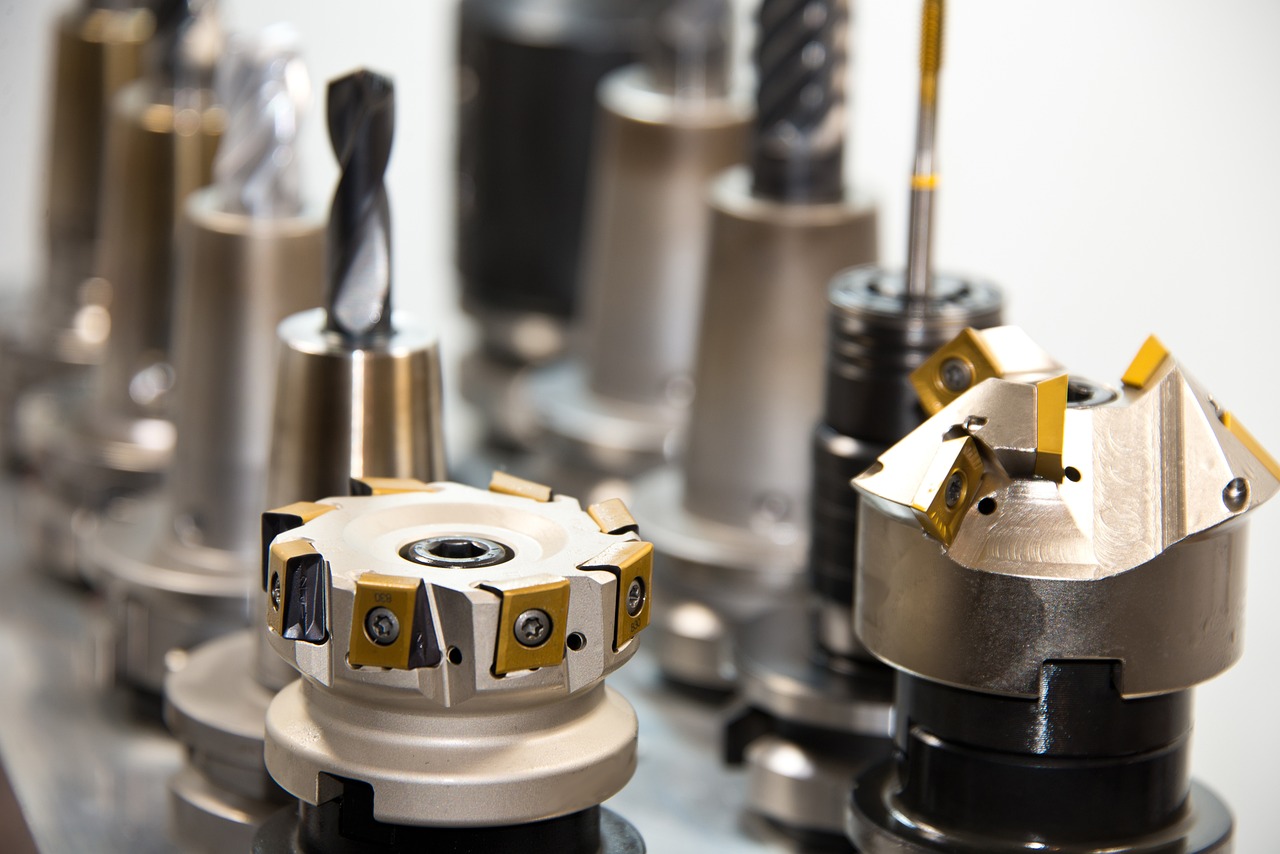
- Dao phay: HSS Ø12mm, 4 lưỡi
- Tốc độ cắt (Vc): 120 m/phút
- Tốc độ trục chính (n): 3,185 vòng/phút
- Lượng chạy dao (f): 400 mm/phút
- Chiều sâu cắt (ap): 3mm
- Chiều rộng cắt (ae): 8mm
Gia công tinh:
- Dao phay: Carbide Ø10mm, 2 lưỡi
- Tốc độ cắt (Vc): 200 m/phút
- Tốc độ trục chính (n): 6,366 vòng/phút
- Lượng chạy dao (f): 300 mm/phút
- Chiều sâu cắt (ap): 0.3mm
- Chiều rộng cắt (ae): 0.5mm
Câu hỏi cần tư vấn
Em muốn xin ý kiến các bác về:
- Thông số cắt có hợp lý chưa? Có thể tăng tốc độ không?
- Nên dùng dao Carbide phủ TiAlN hay dao HSS thông thường?
- Chiến lược gia công nào tối ưu: Trochoidal milling hay Adaptive clearing?
- Làm sao để giảm hiện tượng dính nhôm lên dao?
- Có nên dùng dung dịch làm mát hay thổi khí nén?
Mong các bác chỉ giáo và chia sẻ kinh nghiệm! Em cảm ơn nhiều!

1. Dùng dao có góc xoắn lớn (45-50°)
2. Số răng ít hơn (2-3 răng)
3. Dung dịch làm mát phải đủ áp lực
4. Định kỳ làm sạch dao