Website đang trong quá trình cập nhật
Vui lòng nhập mật khẩu để truy cập
Quyền truy cập sẽ được lưu trong 48 giờ
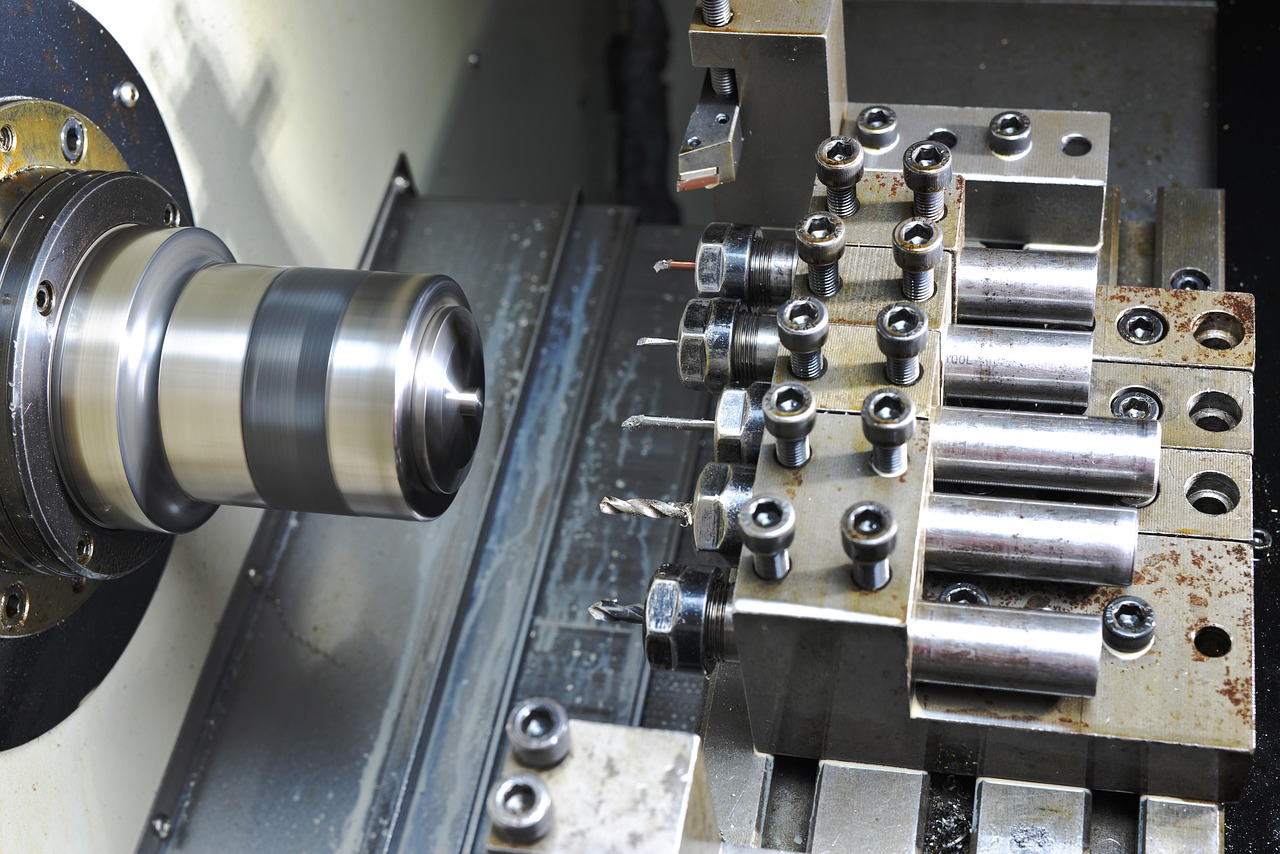
Máy phay CNC của xưởng em gặp hiện tượng rung dao khi gia công thép cứng, gây ra vân sóng trên bề mặt.
Tăng từ 3,000 lên 3,500 RPM → Hiệu quả 60%, vẫn còn rung nhẹ
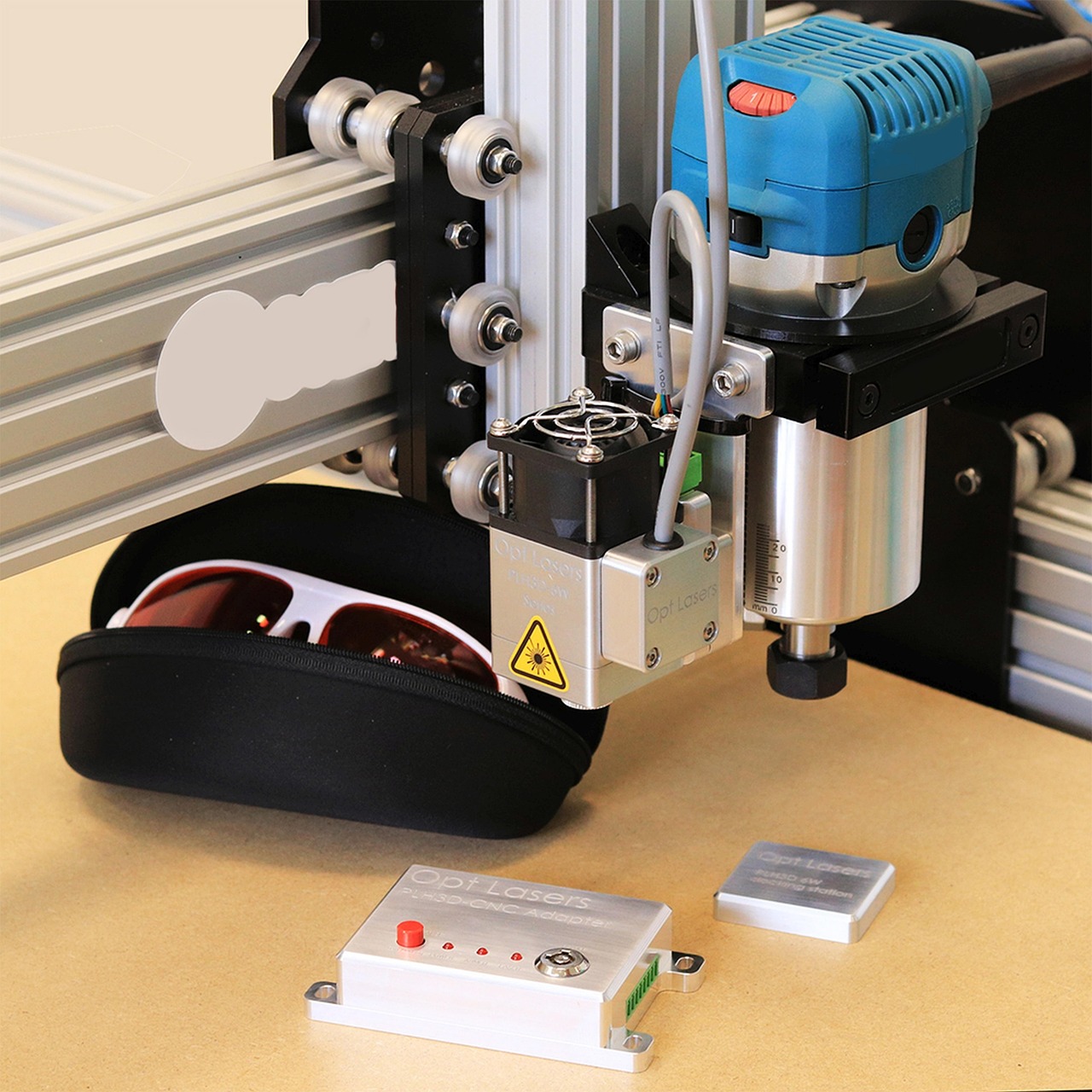
Overhang từ 4D xuống 2.5D → Hiệu quả 80%, rung giảm đáng kể
Chi phí: 25 triệu VNĐ → Hiệu quả 90%, gần như hết rung
Chi phí: 8 triệu VNĐ → Hiệu quả 75%, hấp thụ rung tốt
Các bác có kinh nghiệm khắc phục chatter không? Nên đầu tư vào damping holder hay thay bearing?




- Tăng feed rate, giảm RPM (avoid resonance)
- Climb milling thay vì conventional
- High pressure coolant giảm nhiệt
- Clamping cứng vững hơn
Nhưng lâu dài phải sửa căn bản!
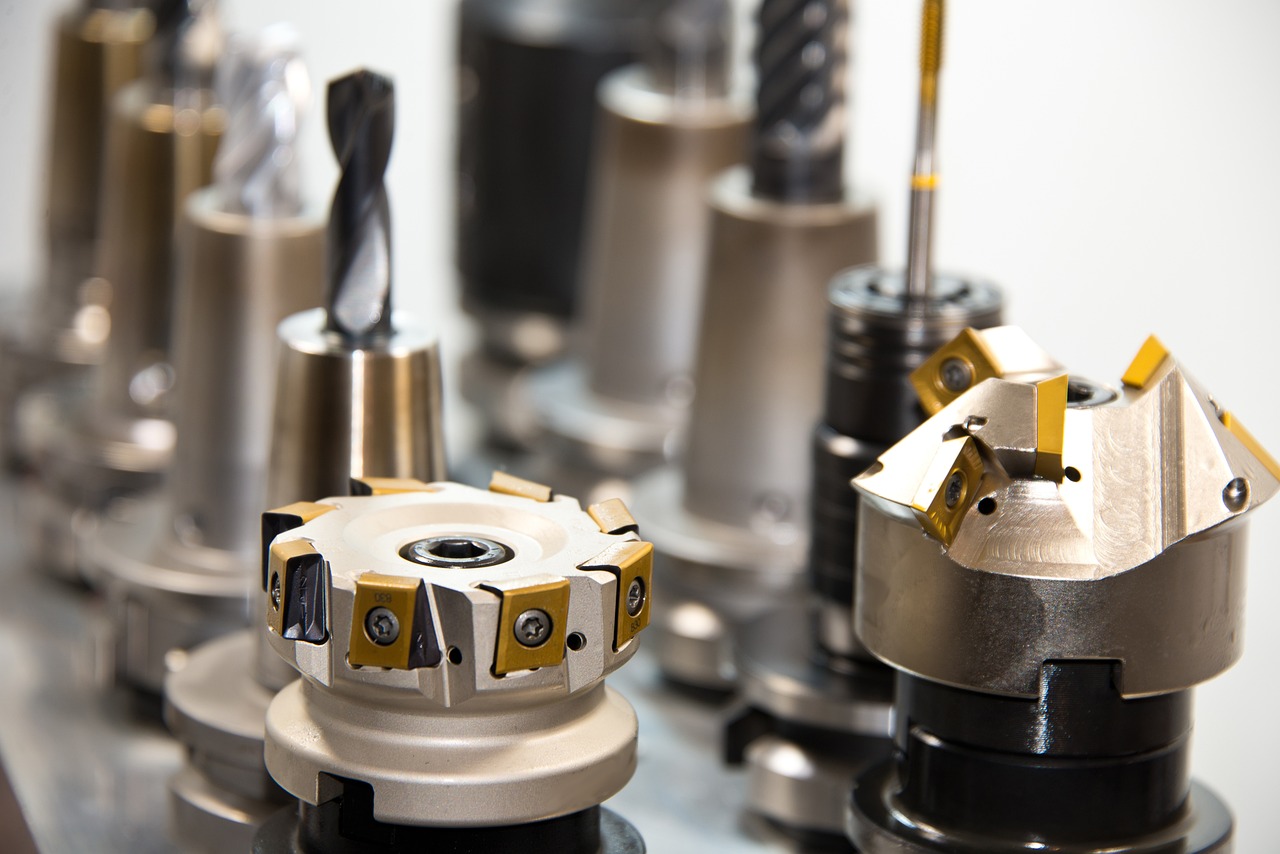
- Giảm rung 60-80%
- Tăng overhang 30%
- Giá ~8-15 triệu tùy size
Rẻ hơn nhiều so với thay bearing
- P0 (standard): 0.005mm
- P5 (precision): 0.002mm
- P4 (high precision): 0.001mm
Nên thay ngay bearing P5 trở lên
1. Đo modal testing (impact hammer)
2. Tính FRF (Frequency Response Function)
3. Vẽ stability chart
4. Chọn RPM trong vùng stable