Website đang trong quá trình cập nhật
Vui lòng nhập mật khẩu để truy cập
Quyền truy cập sẽ được lưu trong 48 giờ

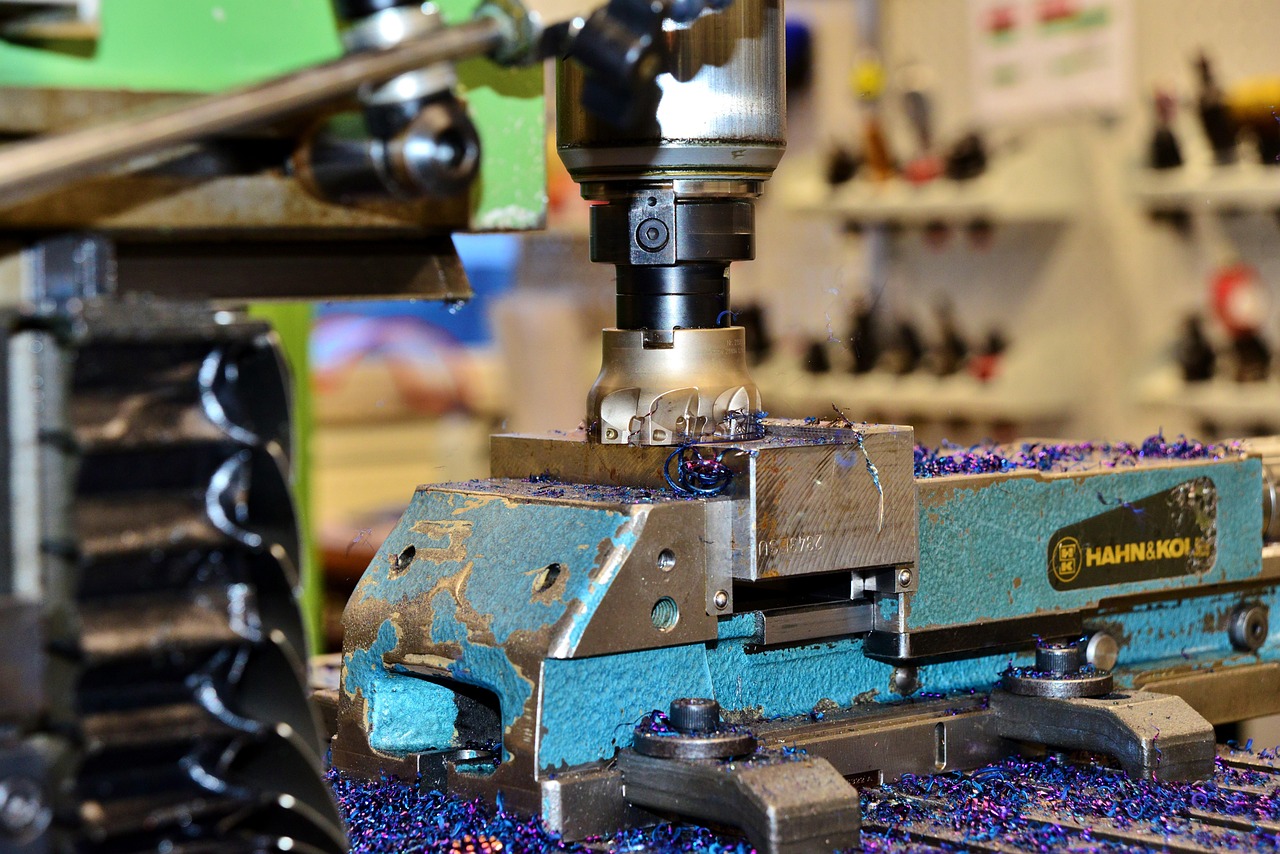
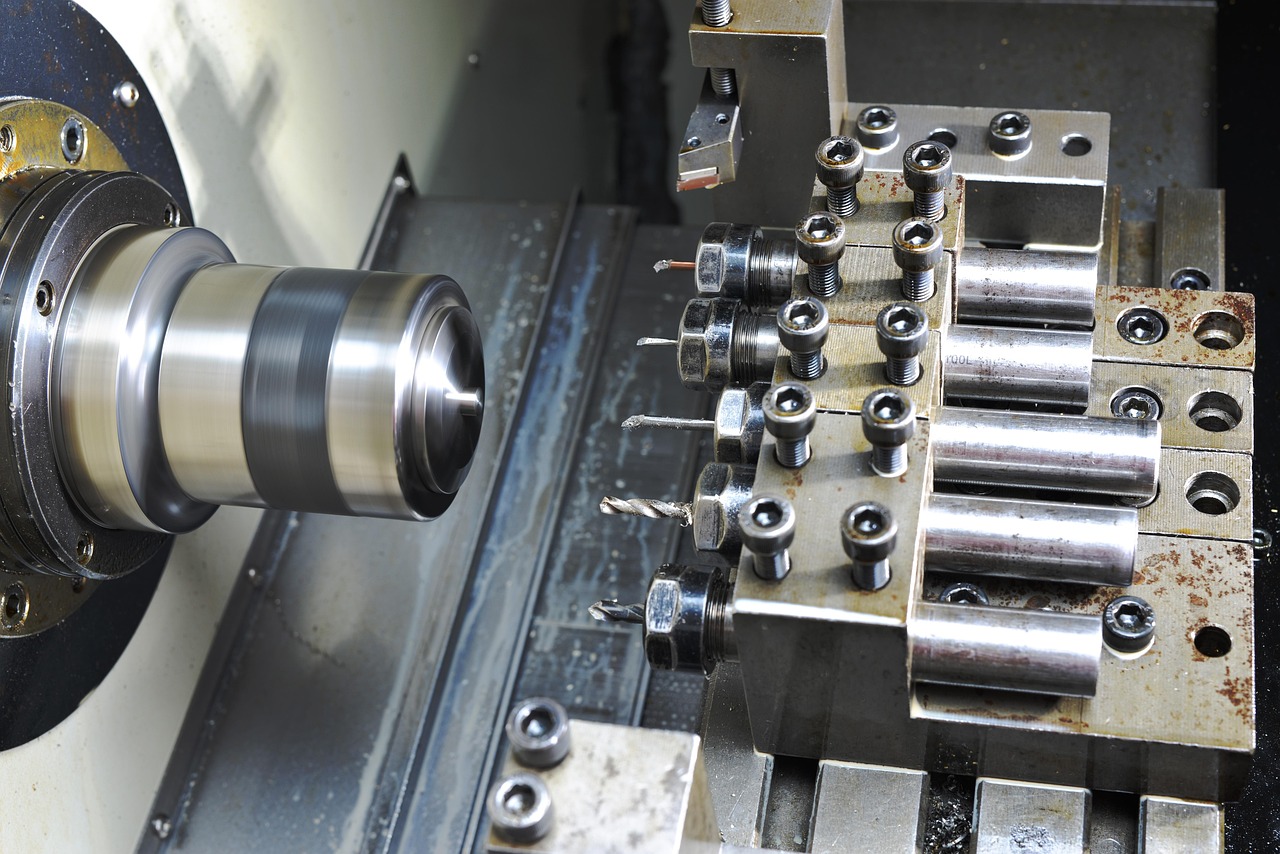
Em thực hiện so sánh thực tế giữa dao phay Carbide và HSS khi gia công thép 45 (C45) để tìm ra lựa chọn tối ưu cho xưởng.
| Tiêu chí | HSS TiN | Carbide TiAlN |
|---|---|---|
| Khối lượng gia công | 850 cm³ | 4,200 cm³ |
| Độ nhám Ra | 2.1 µm | 1.4 µm |
| Độ mòn dao | Mòn rõ rệt | Còn tốt |
| Nhiệt độ dao | 180°C | 320°C |
| Chi phí dao | 450,000 VNĐ | 2,800,000 VNĐ |
Dao Carbide nhanh gấp 5 lần và cho độ nhám tốt hơn. Tuy nhiên chi phí cao gấp 6 lần. Với sản lượng lớn, Carbide vẫn đáng đầu tư.


1. Gia công lượng nhỏ (< 10 chi tiết)
2. Chi tiết đơn giản
3. Ngân sách hạn chế
4. Tốc độ máy thấp (< 3000 RPM)
Ngoài ra thì nên dùng Carbide.
- Carbide: 2.8 triệu/150 chi tiết = 18.6k/chi tiết
- HSS: 450k/30 chi tiết = 15k/chi tiết
Nhưng thời gian gia công giảm 80% → Carbide win!