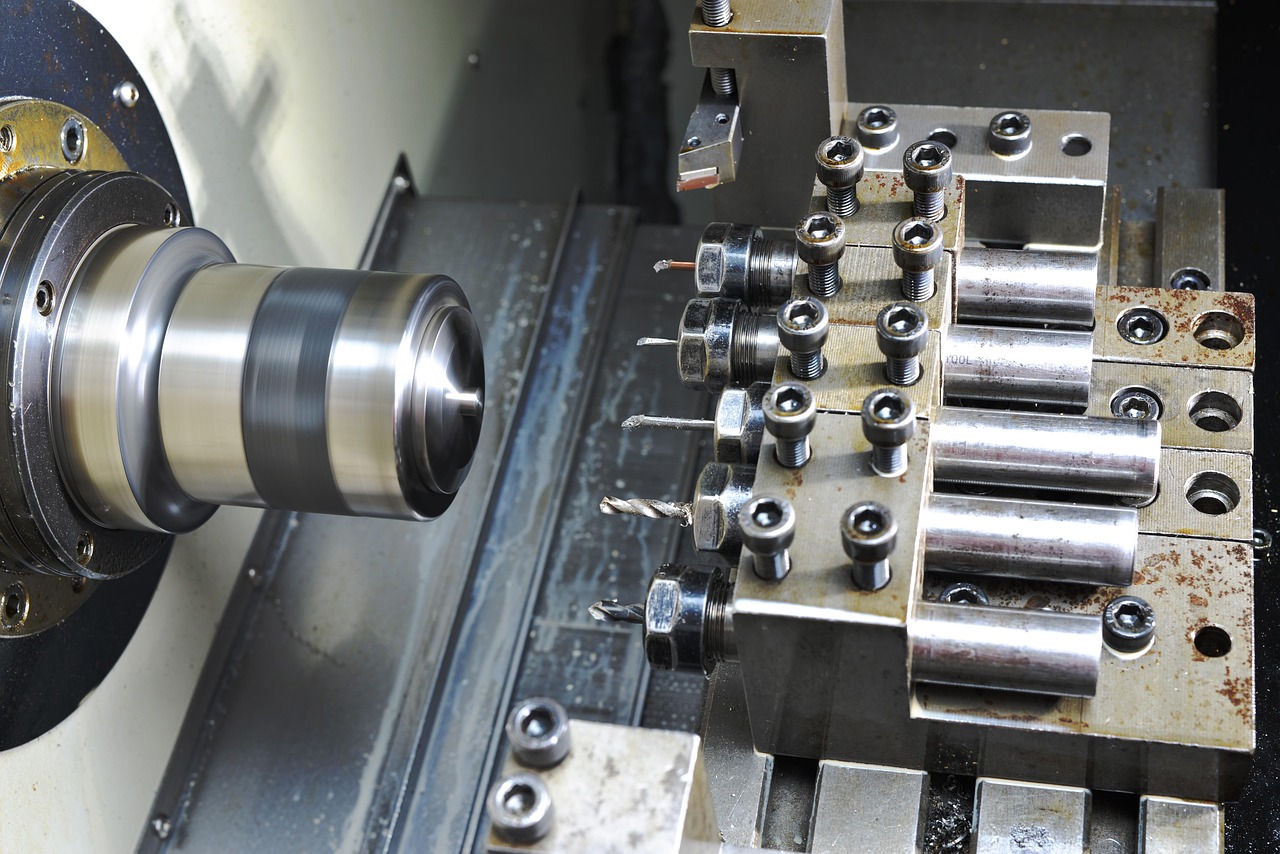
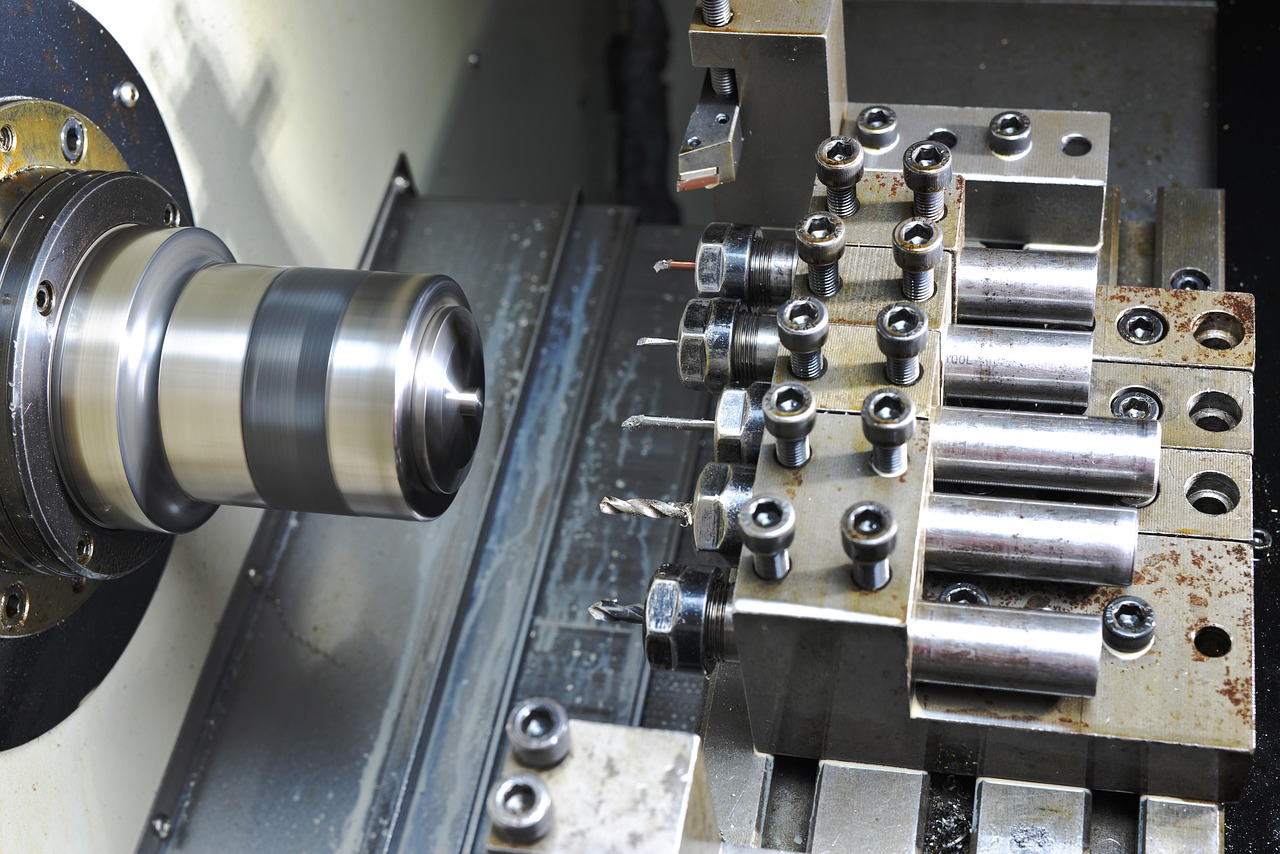
Vấn đề gặp phải
Em đang gia công trục bậc thang trên máy tiện CNC HAAS ST-30. Chi tiết có nhiều đường kính khác nhau, dung sai chặt chẽ IT7. Tuy nhiên em phát hiện sai lệch kích thước không ổn định sau mỗi batch gia công.
Thông số chi tiết
- Vật liệu: Thép C45 (S45C)
- Chiều dài: 350mm
- Đường kính lớn nhất: Ø80mm
- Đường kính nhỏ nhất: Ø25mm
- Dung sai: IT7 (±0.025mm cho Ø50)
- Độ nhám: Ra 1.6 µm
Hiện tượng sai lệch
Sau khi gia công 20 chi tiết đầu tiên, kích thước đạt yêu cầu. Nhưng từ chi tiết thứ 21 trở đi:
- Đường kính tăng dần khoảng 0.01-0.03mm
- Độ côn xuất hiện ở phần dài (đầu to hơn đuôi 0.02mm)
- Độ nhám bề mặt giảm chất lượng (từ Ra 1.6 lên Ra 2.5)
- Tiếng động gia công có dấu hiệu rung bất thường
Thông số gia công hiện tại
Gia công thô:
- Dao: CNMG 120408
- Tốc độ cắt: 180 m/phút
- Tốc độ trục chính: 700 vòng/phút (ở Ø80)
- Lượng chạy dao: 0.25 mm/vòng
- Chiều sâu cắt: 2.5mm
Gia công tinh:
- Dao: DNMG 110404 (chip breaker finish)
- Tốc độ cắt: 220 m/phút
- Lượng chạy dao: 0.12 mm/vòng
- Chiều sâu cắt: 0.2mm
- Số pass tinh: 2 passes
Phân tích nguyên nhân
Em nghi ngờ các nguyên nhân sau:
- Nhiệt độ tăng dần: Dao nóng lên làm dãn nở, kích thước thay đổi
- Mòn dao: Sau 20 chi tiết, mũi dao bắt đầu cùn
- Độ cứng vững máy: Rung động làm sai lệch vị trí dao
- Phôi bị võng: Do lực cắt và chiều dài 350mm
- Trục chính bị play: Bearing có vấn đề?
Câu hỏi cần giải đáp
- Làm sao để kiểm tra nhiệt độ dao ảnh hưởng như thế nào?
- Tiêu chuẩn thay dao khi nào để đảm bảo ổn định?
- Có nên dùng lunette (đỡ lưng) cho trục dài 350mm không?
- Cách kiểm tra và khắc phục độ rung máy tiện?
- Chiến lược bù dao tự động có hiệu quả không?
Mong các anh chị có kinh nghiệm chỉ giáo giúp em. Cảm ơn rất nhiều!





1. Giảm tốc độ cắt xuống 160 m/phút
2. Tăng flow dung dịch làm mát
3. Cho máy nghỉ 5 phút sau mỗi 10 chi tiết
4. Kiểm tra nhiệt độ bằng infrared thermometer
1. Chạy không tải, nghe có tiếng bất thường không
2. Dùng dial indicator đo độ đảo đầu trục
3. Kiểm tra nhiệt độ bearing sau khi chạy 30 phút
4. Xem maintenance log, đã bao lâu chưa thay bearing?
- Độ nhám tăng lên
- Kích thước bắt đầu lệch
- Tiếng gia công thay đổi
- Xuất hiện burr ở mép